Trong bài viết này chúng tôi sẽ trình bày những kiến thức, khái niệm về Thép gió và nhiệt luyện mác thép này.
Thép giớ có chứa thành phần hợp kim cao, được xếp vào họ thép Ledeburit. Thép gió được ứng dụng phổ biến trong chế tạo dụng cụ cắt, thường yêu cầu độ cứng cao kết hợp với dẻo dai và độ độ bền cao. Tính chất của thép gió có được được là kết quả của việc cân bằng các nguyên tố cacbon, crom, vonfram, Molipden, vanadi và coban kết hợp với chế độ nhiệt luyện đúng.
THT là công ty chuyên nhiệt luyện và xử lý bề mặt, trong đó có các sản phẩm chế tạo từ thép gió. Bạn cần tư vấn công nghệ hoặc nhiệt luyện thép gió, Vui lòng liên hệ qua mail: nhietluyen.com@gmail hoặc hotmail: 0984892487 để được tư vấn !
1.Thành phần hóa học và tác dụng của các nguyên tố trong thép gió
1.1.Định nghĩa thép gió
– Thép gió là tên gọi Việt Nam vì đây là mác thép có thể tự tôi, trong không khí tĩnh cũng đạt tổ chức mactenxit nên gọi là thép gió. Trong khi đó các nước trên thế giới gọi là thép cắt nhanh (high speed steel).
– Đặc điểm của mác thép này là tổng lượng hai nguyên tố vonfram và molipden cao (>10%) và lượng crom lớn (khoảng 4%), ngoài ra còn có thể thêm vanadi và coban.
Thép gió được sử dụng phổ biến để chế tạo dao cắt năng suất cao, yêu cầu khả năng chống mài mòn và tuổi thọ chi tiết cao. Những ứng dụng như mũi khoan, lưỡi cắt .

Hình ảnh dụng cụ cắt chế tạo từ thép gió (Ref 2)
1.2.Ảnh hưởng các nguyên tố hợp kim trong thép gió
Thép gió có thành phần nguyên tố hợp kim lớn, trong đó các nguyên tố hợp kim chính trong thép gió có tác dụng sau:
-Cacbon: trong thép gió, cacbon có thành phần biến đổi khá rộng từ 0.7 đến 1.5%, đủ để hòa tan vào mactenxit và tạo thành cacbit với các nguyên tố tạc cacbit mạnh là W, Mo và đặc biệt là V. Khi thêm 1%V phải đưa thêm 0.1-0.15%C vào thép. Cả hai nguyên tố này đều có tác dụng tăng cứng và làm tăng mạnh tính chống mài mòn
– Crom: trong thép gió với lượng giống nhau khoảng 4% (3.8-4.4%) có tác dụng tăng mạnh độ thấm tôi. Nhờ tổng lượng Cr + W+ Mo cao (>15%) nên thép gió có khả năng tự tôi, tôi thấu với tiết diện bất kỳ và có thể áp dụng tôi phân cấp
– Vonfram: trong thép gió nguyên tố W là nguyên tố quan trọng nhất không những vì có tỷ phần cao nhất (6-18%) mà chính là do tạo tính cứng nóng cao, nên có năng suất cao. Đây là nguyên tố tạo thành cacbit mạnh, Vonfram chủ yếu năm ở dạng Me6C hau Fe3W3C, khi nung nóng nó hòa tan vào austenit, nên sau tôi mactenxit chứa nhiều W. Khi nung nóng lại hay khi ram Me6C chỉ tiết ra khỏi mactenxit ở khoảng 550-570 oC, nên duy trì độ cứng cao đến 600 oC.
– Molipden: trong thép gió được dùng để thay thế một phần W với tỷ lệ cao và đắt. Mo có cấu trúc tinh thể và tính chất gần giống W nên có thể thay thế cho nhau theo tỷ lệ nguyên tử 1:1, song do Mo rẻ hơn và nhẹ hơn nên hiệu quả kinh tế cao hơn. Về mặt khối lượng 1%Mo có thể thay thế cho gần 2%W
-Valadi: là nguyên tố tạo thành cacbit rất mạnh. VC rất ít hòa tan vào austenit khi nung, trong thép nó ở dạng phần tử cứng, phân tán, làm tăng tính chống mài mòn và giữ cho hạt nhỏ khi tôi. Mọi thép gió đều có ít nhất 1%V, khi vượt quá 2% tính chất mài mòn tăng lên mạnh, song không nên dùng quá 5% vì làm xấu mạnh tính mài.
-Coban: không tạo thành cacbit, nó chỉ hòa tan vào sắt ở dạng dung dịch rắn và hàm lượng vượt quá 5% tính cứng nóng của thép gió cũng tăng lên rõ rệt. Theo tiêu chuẩn AISI các mác thép gió có thành phần thay đổi trong phạm vi từ 5-12%. Nhược điểm của thép gió chứa Co là dễ thoát C khi tôi và khi chứa quá nhiều (>10%) làm thép dễ giòn.
1.3. Các mác thép gió thông dụng
Thành phần mác thép gió thep một số tiêu chuẩn như sau:
-Nhóm mác thép gió tương đương với mác 80W18Cr4V của Việt Nam tương đướng:
+ Theo tiêu chuẩn Hoa Kỳ AISI mác thép gió này tương đương Mác T1: C (0.65-0.80%), W (17.25-18.25%), Cr (3.75-4%), V (0.9-1.3%)
+ Thep tiêu chuân Nga là mác P18 có thành phần: C (0.73-0.80%), W (17-18.5%), Cr (3.8-4.4%), V (1-1.4%), Mo (1%)
+Tương đương mác SKH2 của Nhật (JIS): C (0.73-0.80%), W (17-19%), Cr (3.8-4.5%), V (0.8-1.2%)
Như vậy mác thép này theo tiêu chuẩn Nga có thể 1%Mo còn lại theo AISI và JIS không chứa Mo
-Mác thép gió 85W6Mo5Cr4V2 tương đương các mác thép sau:
+ Theo tiêu chuẩn Hoa Kỳ AISI mác thép gió này tương đương Mác M2: C (0.78-0.88%), W (5.50-6.75%), Mo (4.50-5.50%), Cr (3.75-4.5%), V (1.75-2.2%)
+ Thep tiêu chuân Nga là mác P6M5 có thành phần: C (0.8-0.88%), W (5.5-6.5%), Cr (3.8-4.4%), V (1.7-2.1%), Mo (5-5.5%)
+Tương đương mác SKH51 của Nhật (JIS): C (0.80-0.90%), W (5.5-6.7%), Cr (3.8-4.5%), V (1.6-2.2%), Mo (5-5.5%)
-Mác thép gió 85W18Co5Cr4V2 tương đương các mác sau:
+ Theo tiêu chuẩn Hoa Kỳ AISI mác thép gió này tương đương Mác T4: C (0.7-0.8%), W (17.5-19%), Mo (0.4-1%), Cr (3.75-4.5%), V (0.8-1.2%), Co(4.25-5.75%)
+ Theo tiêu chuẩn Nga mác thép gió này tương đương Mác P18K5phi2: C (0.85-0.95%), W (17.5-19%), Mo (1%), Cr (3.8-4.4%), V (1.8-2.4%), Co(5-6%)
+ Theo tiêu chuẩn Nhật Bản JIS mác thép gió này tương đương Mác SKH3: C (0.73-0.83%), W (17-19%), Cr (3.8-4.5%), V (0.8-1.2%), Co(4.5-5.5%)
-Mác thép gió 150W12Co5V5Cr4 tương đương các mác thép:
+ Theo tiêu chuẩn Hoa Kỳ AISI mác thép gió này tương đương Mác T5: C (1.5-1.6%), W (11.75-13%), Mo (1%), Cr (3.75-5%), V (4.5-5.25%), Co(4.75-5.25%)
+ Theo tiêu chuẩn Nga mác thép gió này tương đương Mác P12Phi4K5: C (1.4-1.5%), W (12-13%), Mo (1%), Cr (3.8-4.5%), V (3.3-4.1%), Co(5-6%)
+ Theo tiêu chuẩn Nhật JIS tương đương SKH10: C (1.45-1.6%), W (11.50-13.5%), Mo (1%), Cr (3.8-4.5%), V (4.2-5.2%), Co(4.2-5.2%)
Trong các mác thép trên chia làm hai loại là thép gió có năng suất thấp và có năng suất cao.
- Thép gió có năng suất thấp (thường) có tính cứng nóng đến 610-620 oC. Loại này chứa rất ít Coban và có thành phần V < 2%, gồm kí hiệu 80 W18Cr4V (P18, T1, SKH2) và 85W6Mo5Cr4V2 (P6M5, M2, SKH51). Hiện nay loại kí hiệu sau được ưu chuộng hơn vì chứa ít W hơn, mà có tính cắt tương đương. Mác M2 chiến tới 50% thị phần thép gió của Mỹ
- Thép gió năng suất cao, có tính cứng nóng nên tới 630-650 oC, có thể cắ với tốc độ cao hơn 40 m/phút hoặc có tính chống mài mòn cao, chúng có thành phần Co và V >2%. Gồm hai mác còn lại, với Hoa Kỳ là T4 và T5
2.Nhiệt luyện thép gió và cơ tính của thép gió sau nhiệt luyện
Thép gió là mác thép hợp kim hóa rất cao tới 10-20% nguyên tố hợp kim và cacbon cao nên ở trạng thái Ủ thép có tổ chức Ledeburit, còn khi ở trạng thái cung cấp và thường hóa ở trạng thái Mactenxit. Thép trước khi nhiệt luyện phải được rèn và Ủ hoàn toàn ở 840-860 oC đạt độ cứng HB 241-269 với tổ chức peclit và cacbit mịn phân bố đều, khó gia công cắt được.
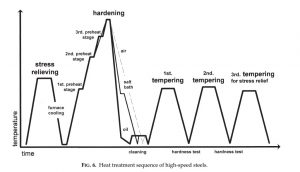
Nhiệt luyện thép bằng cách nung tôi phân cấp. Tôi là nguyên công quyết định tới tính cứng nóng của thép gió đặc điểm là nhiệt độ tôi rất cao (gần 1300 oC) khoảng dao động lại khá hẹp (chỉ 10 oC), không cho phép ở nhiệt độ thấp hơn, cao hơn giới hạn quy định vì
Thứ nhất: Khi nung ở nhiệt độ thấp hơn, austenit chưa bão hòa đủ W để nâng cao tính cứng nóng:
+Khi nung nóng quá Ac1 (khoảng 850 oC) trong thép gió mới có chuyển biến peclit thành austenit, do vậy tôi ở 850-900 oC chỉ đạt 45-50 HRC chưa đủ để cắt
+ Tiếp tục nâng cao nhiệt độ, cacbit bắt đầu hòa tan và hòa tan càng nhiều vào austenit làm pha này càng giàu nguyên tố hợp kim ( và cả cacbon). Tới 1000 oC đã bão hòa crom do Cr23C6 dễ hòa tan hơn cả. VC hầu như không hòa tan vào austenit. Còn Fe3W3C (loại cacbit chu yếu) bắt đầu hòa tan ở trên 1150 oC và ngay cả tới gần 1300 oC cũng chỉ hòa tan được 8% W
Do đó nguyên lý để chọn nhiệt độ tôi cho thép gió là sử dụng nhiệt độ tôi cao để austenit hóa chứa nhiều W nhất để tạo ra mactenixt có tính cứng nóng cao nhất. Tại nhiệt độ tôi vẫn còn khá nhiều cacbit Fe2W3C và toàn bộ VC chưa hòa tan sẽ cản trở sự phát triển hạt, giữ hạt nhỏ và làm tăng tính chống mài mòn.
Tuy nhiên khi vượt quá nhiệt độ quy định, cacbit hòa tan nhiều, hạt lại phát triển mạnh, thép bị giòn, thậm chí có trường hợp biên hạt bị chảy..
Vì thế tôi thép gió đạt được tính cứng nóng cao đòi hỏi phải đạt nhiệt độ cao một cách chính xác. Nếu chỉ cần đạt độ cứng cao (HRC >60) thì nhiệt độ tôi chỉ cần đạt 1000 oC là đủ.
Tổ chức tế vi của thép gió sau khi tôi đúng gồm mactexnit giàu Vonfram, austenit dư (30%) và cacbit dư (15-20%) với độ cứng khoảng 62 HRCm song chưa phải cao nhất. Cacbit dư có ảnh hưởng tốt đến tính chống mài mòn song lượng austenit dư lớn làm giảm độ cứng sau tôi vài đơn vị HRC. Sở dĩ austenit dư nhiều vậy vì nhiệt độ tôi cao , austenit được hợp kim hóa cao một mặt tạo nên mactenxit cứng nóng cao mặt khác hạ thấp điểm Mf. Do austenit quá nguội có tính ổn định rất cao nên có thể áp dụng nhiều cách tôi cho thép gió.
-Tôi trong dầu nóng (>60 oC) áp dụng cho các dao có hình dạng đơn giản
– Tôi phân cấp trong muối nóng chảy 400-600 oC với thời gian giữ nhiệt 3-5 phút, áp dụng cho các dao nhỏ, hình dạng phức tạp, yêu cầu độ cong vênh nhỏ như mũi khoan
-Gia công lạnh để khử austenit dư sau tôi, áp dụng khi cần ổn định kích thước
– Tôi trong không khí (tự tôi) tuy vẫn đạt độ cứng cao đối với dao mỏng, song có thể cho độ cứng khuôn đều, (độ cứng thấp hơn ở chỗ dày), dễ bị oxy hóa, thoát cacbon bề mặt, tiết cacbit khỏi austenit làm giảm tính cứng nóng, nên rất ít dùng.
Ram thép gió là nhằm làm mất ứng suất bên trong, khử bỏ austenit dư, tăng độ cứng (độ cứng tăng thêm 2-3 HRC), hiện tượng này gọi là độ cứng thứ hai. Thép gió thường được ram từ 2-4 lần trong khoảng nhiệt độ 550-570 oC, mỗi lần trong khoảng 1 giờ. Khi nung tới 550 oC, cacbit Vonfram Fe3W3C nhỏ mịn mới bắt đầu tiết ra khỏi dung dịch làm austenit nghèo đi, nâng cao điểm Ms và làm giảm ứng suất nén lên austenit dư làm pha này chuyển biến thành mactenxit, độ cứng tăng lên. Sau mỗi lần ram chỉ một tỷ lệ nhất định (khoảng 50-75%) austenit dư chuyển biến và lại gây ra ứng suất bên trong mới, nên sau đó phải ram thêm 1-3 lần nữa để quá trình được xảy ra hoàn toàn.
Để nâng cao khả năng cắt của thép gió, sau mài có thể hóa nhiệt luyện, thấm cacbon-nito ở nhiệt độ thấp (550-570 oC) thể lỏng trong 2-3 h tạo ra lớp thấm mỏng có độ cứng cao cỡ 70 HRC tuổi bền có thể tăng 50% song hơi giòn, chỉ thích hợp loại dao ít va đập
Bạn có thể tham khảo kiến thức về nhiệt luyện và chế độ nhiệt luyện các họ thép quan trọng khác như thép bền nóng, thép dập nguội,thép không gỉ …trong trang web của chúng tôi.
Tài liệu tham khảo:
- Nghiên Hùng, Vật liệu học cơ sở, Nhà xuất bản khoa học và kỹ thuật 2002
- https://www.nuclear-power.net/nuclear-engineering/metals-what-are-metals/steels-properties-of-steels/high-speed-steel-hss/
- Shi shaojun, Heat-treatment and properties of high speed steel cutting tool, ICAMMT 2018
- Eckhard Pippel , Microstructure and Nanochemistry of Carbide Precipitates in High-Speed Steel S 6-5-2-5 . Elsevier,










{kind=link}