Trong nhiệt luyện thép, tôi bề mặt được sử dụng trong chế tạo động cơ , máy kéo, máy công cụ…Do bề mặt chi tiết luôn là nơi chịu mài mòn khi ma sát, tiếp xúc với môi trường và thậm chí ăn mòn. Nhưng trong khi tôi thể tích, cả lõi và bề mặt đều được hóa bền. Trong khi nhiều chi tiết yêu cầu giữ lõi giữ được tính dẻo, chỉ bề mặt được hóa bền có độ cứng cao. Ngoài các phương pháp hóa nhiệt luyện như thấm N thì tôi bề mặt (tôi cảm ứng) là một phương pháp phổ biến trong sản xuất cơ khí.
Lưu ý: các phương pháp sử dụng trong cơ khí như phun bi, lăn ép, dập làm biến dạng dẻo…không có hiệu quả cao và năng suất thấp.
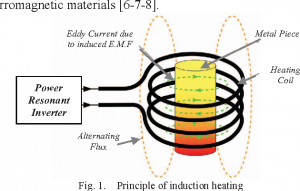
a.Nguyên lý tôi cảm ứng ?
Chi tiết được nung nóng bằng cảm ứng của dòng điện đặt trong từ trường biến thiên. Để nung nóng, chi tiết được đặt trong vòng cảm ứng được uấn lại từ các ống (tròn, vuông, chữ nhật) bằng đồng đỏ có nước làm nguội bên trong. Dòng điện xoay chiều cảm ứng tạo nên từ trường biến thiên. Nhờ hiện tượng cảm ứng trên bề mặt chi tiết xuất hiện dòng điện xoáy (Fuco) có cùng tần số, nung nóng thép nhờ hiệu ứng Jun-Lenxo. Như đã biết, mật độ dòng điện xoay chiều phân bố không đồng đều trên tiết diện, chủ yếu tập trung trên bề mặt tới chiều sâu Δ tỷ lệ với tần số f(Hz) của dòng
b.Chọn tần số và thiết bị khi tôi cảm ứng
Tần số dòng điện quyết định chiều dày lớp nung nóng, do đó quyết định chiều sâu lớp tôi cứng. Thường người ta hay chọn diện tích lớp tôi cứng bằng khoảng 20% tiết diện. Đối với bánh răng chiều dày lớp tôi cứng bằng 0.2-0.28 m (m là modun răng). Các chi tiết lớn tôi dày 4-5 mm, cần dung thiết bị có tần số không quá cao 2500-8000 Hz nhưng có công suất lớn, thường 100 kW trở nên. Các chỉ tiết nhỏ chỉ cần lớp tôi mỏng 1-2 mm do vậy phải dùng các thiết bị phát dòng có tần số cao và rất cao cỡ hàng vạn đến hàng chục Hz: 66000 hay 250000 Hz, với công suất có thể nhỏ hơn, thường trong khoảng 50-100 kW. Ở nước ta phổ biến là loại sau này.
c. Phân loại cấc phương pháp tôi cảm ứng
Vòng cảm ứng được uấn có dạng bao, ôm lấy phần bề mặt cần nung để tôi song không tiếp xúc với chi tiết, có khe hở 1.5-5 mm, càng nhỏ càng đỡ tổn hao. Có ba kiểu tôi sau:
- Nung nóng đến nhiệt độ tôi rồi làm nguội cả chi tiết bằng cách nhúng cả chi tiết xuống bể tôi. Cách này áp dụng cho các chi tiết nhỏ
- Nung nóng rồi làm nguội tuần tự từng phần riêng biệt. Đây là cách tôi cho các bánh răng lớn (m>6) hay các cổ trục khuỷu. Riêng trục khuỷu người ta phải thiết kế, chế tạo các máy tôi chuyên dùng điều khiển chương trình.
- Nung nóng và làm nguội liên tục, liên tiếp. Áp dụng cho trục dài, các bề mặt lớn. Trong kiểu tôi này, chi tiết được dịch chuyển tương đối trong các vòng cảm ứng và vòi phun (nung đến đâu làm nguội tới đó).
d.Tổ chức và cơ tính của thép tôi cảm ứng
Mác thép: Để đảm bảo đồng thời yêu cầu sau khi tôi bề mặt đủ cứng chống mài mòn song lõi vẫn phải đủ bền, dẻo và đặc biệt có độ dai cao để chịu va đập, thép đem tôi cảm ứng phải là mác thép cacbon trung bình, 0.35-0.55 % (thường chỉ 0.40-0.50 %) và là loại thép thường hay có độ thấm tôi không cao.
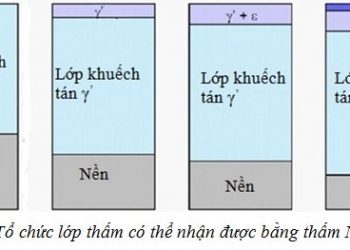
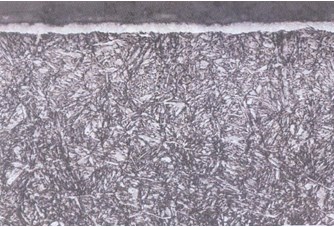
Tổ chức: Nung cảm ứng với tốc độ rất nhanh trong vùng chuyển biến pha (Ac1-Ac3), do vậy nhiệt độ tôi phải cao hơn tôi thể tích, thông thường 100-200 oC. Nhiệt độ cao nên tốc độ chuyển biến nhanh, thời gian chuyển biến ngắn nên hạt austenit nhỏ mịn, do đó tôi được kim mactenxit nhỏ. Để đảm bảo hạt nhỏ, tôi cảm ứng vừa phải đảm bảo giới hạn chảy và độ dẻo dai cao của lõi, trước đó thép phải được nhiệt luyện tôi + ram cao thành xoocbit ram. Vậy tổ chức cuối cùng của tôi cảm ứng: Bề mặt – mactenxit hình kim nhỏ mịn, Lõi -xoocbit ram.
Cơ tính: Bề mặt có độ cứng 58-60 HRC, lõi có độ cứng 30-40 HRC. Ngoài ra bề mặt tôi cảm ứng sẽ có ứng suất nén dư, có thể đạt 800 MPa, do đó nâng cao mạnh giới hạn mỏi.
Như vậy tôi cảm ứng thường được dùng cho các chi tiết:
+ Chịu tải trọng tĩnh và va đập cao, chịu mài mòn ở bề mặt như bánh răng, chốt…
+ Chịu mỏi cao.
+ Chịu uấnm xoắn dạng có ứng suất lớn phân bố trên bề mặt
e. Ưu điểm của tôi cảm ứng
Ưu điểm chính nư năng suất cao, chất lượng tốt, dễ tự động hóa và cơ khí hóa
Nhược điểm: khó áp dụng cho các chi tiết hình dạng phức tạp, chi tiết thay đổi đột ngột…do khó chế tạo vòng cảm ứng thích hợp. Không phù hợp sản xuất đơn chiếc.
Tài liệu tham khảo:
- Nghiêm hùng, vật liệu học cơ sở, 2002
- Heat treatment, vol 4








{kind=link}