Đây là loạt bài tìm hiểu về quá trình thấm N plasma. Bạn tham khảo:
Bài 1: Các yếu tố ảnh hưởng tới quá trình thấm nitơ plasma
Bài 2: Tìm hiểu về plasma và hiện tượng hollow trong quá trình thấm nito plasma
Bài 3: Tim hiểu về hiện tượng khuếch đại plasma trong thấm nitơ plasma
Bài 4: Yêu cầu cơ tính và thực tế kiểm tra cơ tính lớp thấm nito plasma
Bài 5: Ảnh hưởng của thành phần khí thấm trong thấm nitơ plasma
1.Đặt vấn đề
Thấm N plasma là một ứng dụng của hiện tượng phóng điện giữa 2 điện cực trong môi trường khí chứa N2 với áp suất thấp. Quá trình thấm N plasma được thực hiện trên hệ thống thiết bị gồm (1) buồng chân không, (2) hệ thống cấp khí thấm với và (3) nguồn plasma. Sản phẩm đóng vai trò catôt được đặt trong buồng chân không, thành buồng là anôt. Catôt chịu điện áp cao và được nung nóng nhờ năng lượng bắn phá trực tiếp của các ion lên bề mặt. Plasma hình thành giữa catôt và anôt được duy trì bởi các điện tử sinh ra trong vùng catôt trong quá trình ion bắn phá catôt. Thông thường điện áp 400-800V, hỗn hợp khí N2, H2 và số khí khác, áp suất thấm khoảng 0,5-10mbar. Trong điều kiện thấm N điển hình, plasma thường có cấu trúc 3 vùng: vùng từ bề mặt catôt đến điểm đầu vùng sáng âm gọi là vùng catôt, tiếp đến là vùng sáng âm và sát thành buồng là vùng anôt. Chiều rộng vùng catôt gọi là chiều dày vùng tối catôt hay còn gọi là chiều dày plasma.
Trong quá trình thấm, nếu tồn tại 2 catôt đối diện nhau như trường hợp các lỗ, khe hở hay các bề mặt của các chi tiết xếp đối diện nhau, trong một điều kiện nào đó khả năng xuất hiện khuếch đại plasma là có thể. Điều này sẽ xảy ra nếu khoảng cách từ bề mặt catôt đến quầng sáng âm của 2 catôt đối diện nhau đủ lớn để 2 vùng plasma chồng lên nhau, lúc này tăng nhiệt độ catôt có thể gây cháy xém. Khoảng cách từ bề mặt catôt đến quầng sang âm chính là chiều dày plasma (dc). Như vậy chiều dày plasma là đại lượng liên quan trực tiếp đến khuếch đại plasma. Vì thế xác định được chiều dày plasma và các yếu tố công nghệ ảnh hưởng đến chiều dày plasma có ý nghĩa thực tế quan trọng trong việc kiểm soát hiện tượng khuếch đại plasma.
Mục tiêu của chuyên đề này là nghiên cứu ảnh hưởng của áp suất khí thấm đến chiều dày plasma và hiện tượng khuếch đại plasma từ đó đề xuất các biện pháp phòng tránh khi thấm N plasma.
2.Cơ sở lý thuyết hình thành khuếch đại plasma
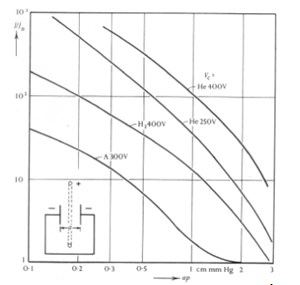
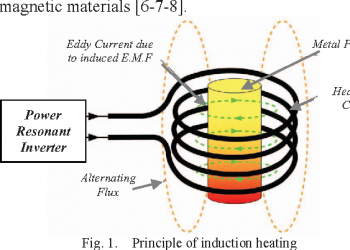
Hiện tượng khuếch đại plasma xảy ra khi khoảng cách a giữa 2 catôt đối diện nhau giảm trong khi điện áp giữ nguyên làm tăng mật độ dòng j so với mật độ dòng bình thường jn như trên hình 1 [5].
Hiện tượng này được giải thích như sau: Plasma hình thành trong quá trình thấm được duy trì bởi các điện tử sinh ra trong vùng catôt do quá trình ion bắn phá catôt giải phóng ra. Bình thường với catôt đơn lẻ, các electron chuyển động ra khỏi bề mặt catôt qua các vùng khác nhau để đến anôt, khả năng va chạm với các phần tử trung tính là thấp. Nếu 2 catôt đối diện nhau với khoảng cách đủ nhỏ, electron chuyển động thoát khỏi catôt này thì gặp phải catôt kia và bị bật trở lại catôt ban đầu. Chuyển động qua lại giữa 2 catôt, các electron có động năng lớn, va chạm với các phần tử trung tính làm ion hóa bổ sung thêm làm tăng đột ngột mật độ dòng j và xuất hiện khuếch đại plasma.
Đồng thời với sự gia tăng của mật độ dòng j, cường độ phát sáng cũng gia tăng khi khoảng cách giữa 2 catôt thu hẹp lại và 2 vùng sáng âm của 2 catôt chồng lên nhau. Giả sử 2 catôt 1, 2 đối diện nhau, trong một điều kiện nào đó nếu chúng tồn tại độc lập sẽ có cường độ sáng plasma tương ứng I1 và I2. Nếu vùng sáng âm của 2 catôt này chồng lên nhau, khuếch đại plama xuất hiện và sinh cường độ tổng IT (hình 2a, 2c). Cường độ này lớn hơn rất nhiều so với tổng của từng cường độ I1 và I2, điều này đã được lí giải do quá trình ion hóa bổ sung. Khi điều chỉnh các thông số (ví dụ tăng áp suất p3) để giảm chiều dày plasma, vùng sáng âm của 2 catôt sẽ tách nhau ra, khuếch đại plasma mất đi (hình 2b, 2d).
Như vậy có thể thấy, xét về góc độ cấu trúc plasma khi quan sát thấy thì khuếch đại plasma xuất hiện khi 2 vùng sáng âm của 2 catôt đối diện chồng lên nhau. Mặc dù nguyên căn của hiện tượng này là ion hóa bổ sung làm mật độ dòng tăng đột biến, mật độ dòng rất cao cho dù điện áp thấp. Hậu quả của nó là nhiệt độ khí tăng rất cao nóng cục bộ catôt trong thời gian ngắn có thể gây cháy xém, thậm chí chảy bề mặt.
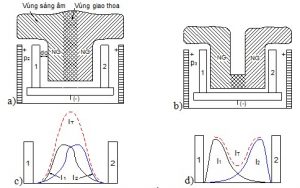
Hình 2: Sự hình thành và khuếch đại plasma (1, 2: catôt)
a, b,: sơ đồ khuếch đại plasma: c, d: cường độ plasma
Có nhiều nghiên cứu về hiện tượng khuếch đại plasma
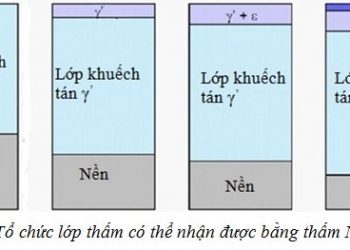
Sự hình thành khuếch đại plasma với chiều dày vùng tối dc và đường kính lỗ D được [5] mô tả như sau (hình 3):
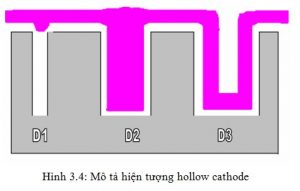
D1=D<2 dc: plasma không thâm nhập vào, mặt trong không thấm.
2dc< D2=D<2÷4dc : khuếch đại plasma, toàn bộ bề mặt trong được nung nóng cục bộ dẫn đến bị phá hỏng.
D3= D>2÷4dc (tùy thuộc nguồn plasma): plasma thâm nhập vào bên trong, không khuếch đại plasma, bề mặt trong được thấm.
Khuếch đại plasma còn liên quan đến nguồn plasma, nguồn plasma xung cho phép điều khiển chu kỳ xung để giảm năng lượng nên khuếch đại plasma ít xuất hiện hơn. Với nguồn plasma xung, thực nghiệm cho thấy khuếch đại plasma chỉ xuất hiện khi D = (2-3) dc thậm chí nếu giảm chu kỳ xung làm việc giới hạn vừa nêu có thể còn thu hẹp nữa [5].
Có thể thấy, hiện tượng khuếch đại plasma phụ thuộc vào chiều dày vùng tối catôt, như vậy, trường hợp mô tả trên chỉ ứng với một nhiệt độ, áp suất và loại khí nhất định. Khi thay đổi bất kỳ một thông số nào thì chiều dày vùng tối dc sẽ thay đổi, do đó các kích thước D1, D2, D3 cũng sẽ thay đổi. Nghĩa là khuếch đại plasma có thể xuất hiện ở nhiệt độ này, áp suất này hay thành phần khí này nhưng có thể không xuất hiện ở nhiệt độ khác, áp suất khác và thành phần khí thấm khác. Điều này là rất quan trọng để chúng ta chọn các thông số hợp lý khi thấm các chi tiết có hình dáng phức tạp.
Chiều dày plasma phụ thuộc nhiệt độ, áp suất và thành phần khí. Khi thay đổi bất kỳ một thông số nào thì chiều dày này thay đổi. Điều này có nghĩa là khuếch đại có thể xuất hiện ở nhiệt độ này, áp suất này hay thành phần khí này nhưng có thể không xuất hiện ở nhiệt độ khác, áp suất khác và thành phần khí thấm khác. Nhiều nghiên cứu [2,3,4,5] đã chỉ ra, chiều dày plasma giảm khi áp suất tăng, tỷ lệ N2/H2 tăng, hay nhiệt độ giảm. Ngoài ra, cũng theo [5], nguồn plasma cũng đóng vai trò quan trọng trong việc có hình thành hay không hình thành khuếch đại plasma. Với thiết bị thấm N plasma xung, nếu điều chỉnh đóng ngắt xung hợp lý thì sẽ giảm thiểu khả năng xuất hiện khuếch đại plasma.
Aston và các đồng nghiệp [1] đã nghiên cứu và đưa ra công thức thực nghiệm tính chiều dày plasma dc= A/p +B/, trong đó p là áp suất, I là dòng, còn A và B là 2 hằng số được xác định bằng thực nghiệm. Có thể thấy công thức trên cho thấy sự phụ thuộc rất lớn của chiều dày plasma vào áp suất. Các yếu tố còn lại như nhiệt độ, thành phần khí thấm, chế độ điều khiển nguồn plasma (xung on, off được phản ảnh qua 2 hằng số A, B ứng với từng điều kiện thấm cụ thể.
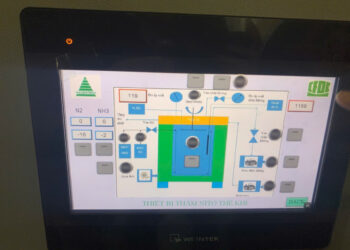
Viện Công nghệ hiện đang sử dụng thiết bị thấm N plasma xung tường nguội có phần mềm điều khiển điện áp và đóng ngắt xung tự động. Việc xác định chiều dày plasma cũng như điều kiện xuất hiện khuếch đại plasma sẽ giúp người sử dụng thiết bị hiệu quả, cụ thể: chọn các thông số thấm hợp lý đảm bảo thấm đều và tránh hiện tượng khuếch đại plasma, đặc biệt khi thấm các chi tiết có hình dáng phức tạp, tận dụng sắp xếp các sản phẩm trong buồng lò một cách hợp lý.
Dưới đây sẽ mô tả phương pháp xác định chiều dày plasma, xét ảnh hưởng của áp suất đến chiều dày plasma ở nhiệt độ và thành phần khí thấm nhất định.








{kind=link}