Chúng tôi chuyên nhận gia công, nhiệt luyện và xử lý bề mặt chi tiết khuôn nhựa PET để đảm bảo cơ tính và nâng cao tuổi thọ của khuôn
1. Giới thiệu về nhựa PET ?
PET (viết tắt của Polyethylene Terephthalate) là nhựa nhiệt dẻo, thuộc loại polyester, được dùng trong tổng hợp xơ sợi, vật đựng đồ uống, thức ăn và các loại chất lỏng, có thể ép phun để tạo hình. Các đặc tính của nhựa PET được quyết định bởi quá trình xử lý nhiệt. PET có thể tồn tại ở hai dạng: vô định hình (trong suốt) và dạng tinh thể (màu trắng đục)
Nhựa PET có điểm nóng chảy gần 270 oC, vật phẩm nhựa được tạo hình bằng quá trình ép phun ở nhiệt độ 270 đến 280 oC.
Trong quá trình hóa rắn từ trạng thái lỏng, kích thước của các tinh thể PET trở nên lớn hơn và các tinh thể có thể dễ dàng trở thành tinh thể hình cầu. Khi điều này xảy ra, các vật phẩm đúc sẽ không trong suốt mà sẽ có màu trắng đục. Nếu muốn có các vật phẩm đúc trong suốt, khuôn cần phải làm lạnh nhanh để ngăn chặn sự phát triển của tinh thể hình cầu. Nhiệt độ khuôn khi hóa rắn nhựa cần duy trì trong khoảng từ 5 đến 15 oC. Như vậy cần điều khiển thay đổi nhiệt độ nhựa bên trong khuôn theo độ dốc nhiệt độ từ 270 ÷ 280 oC giảm xuống đến vùng 50 ÷ 15 °C. Quá trình giảm nhiệt này diễn ra trong khoảng 20 giây tới 1 phút.
Chai/lọ bằng nhựa PET có nhiều tính năng có giá trị:
- Độ bền cơ học cao, có khả năng chịu đựng lực xé và lực va chạm, chịu đựng sự mài mòn cao, độ cứng vững cao;
- Trơ với môi trường thực phẩm;
- Trong suốt;
- Chống thấm khí oxy và CO2 tốt hơn các loại nhựa khác.
Do vậy PET thường được dùng làm chai, bình đựng nước giải khát có ga, nước tinh khiết.
2. Quy trình chế tạo tạo chai nhựa PET
Chai PET được chế tạo bằng quá trình Đúc ép thổi (ISBM–Injection Stretch Blow Molding), gồm 6 bước cơ bản:
- Bước 1: Nhập vật liệu hạt nhựa vào máy đùn trục vít
- Bước 2: Nung chảy nhựa. Các hạt nhựa được dịch chuyển qua máy sấy phôi, rồi biến thành dạng lỏng dưới tác dụng của nhiệt.
- Bước 3: Tạo phôi. Nhựa lỏng được ép phun vào khuôn tạo thành Phôi chai PET.
- Bước 4: Thổi chai. Tại máy thổi chai, các phôi chai nhựa được nung nóng (trong khoảng nhiệt độ từ 750 tới 1300) mềm ra, khí thổi sẽ được thổi vào miệng lỗ phôi chai làm nó phồng lên bám vào thành khuôn (giống như thổi bong bóng) để tạo ra chai nhựa có hình dạng theo đúng thiết kế.
- Bước 5: Làm nguội phôi trong khuôn thổi. Lúc này, hệ thống làm mát khuôn được kích hoạt để hạ nhiệt cho phôi nhựa.
- Bước 6: Đẩy phôi ra khỏi khuôn, cắt bavia để cho ra thành phẩm. Ở bước này, khuôn mẫu được mở ra. Máy tiến hành cắt phần thừa của chai nhựa để cho ra thành phẩm cuối cùng.
3. Thép chế tạo khuôn PET
Khuôn đúc phun phôi PET và khuôn thổi chai PET có ảnh hưởng quyết định đến chất lượng, năng suất, tuổi thọ và đến hiệu quả kinh tế của quá trình sản xuất chai PET. Để chế tạo khuôn đạt hiệu quả cao, bên cạnh các vấn đề liên quan công nghệ gia công cơ khí khuôn, thì việc lựa chọn vật liệu khuôn và phương pháp xử lí bề mặt khuôn có vai trò hết sức quan trọng.
Việc lựa chọn loại thép chế tạo khuôn cần đáp ứng các yêu cầu sau:
- Khả năng gia công kinh tế hoặc khả năng làm mát
- Thay đổi nhỏ nhất về kích thước khi xử lý nhiệt
- Khả năng đánh bóng tốt
- Độ bền nén lớn
- Chống mài mòn cao
- Chống ăn mòn. Một số loại nhựa như PVC, PET có tính ăn mòn cao khi tiếp xúc với chi tiết khuôn ở nhiệt độ cao và áp suất cao trong quá trình đúc ép phun. Do vậy, các chi tiết khuôn tiếp xúc trực tiếp với nhựa nóng chảy cần được chế tạo bằng loại thép phù hợp. Thép DIN 1.2083 (SUS 420J2, AISI 420) là một mác thép thông dụng trong trường hợp này
Mác thép DIN 1.2083 là thép không gỉ, thuộc họ mactenxit, có thành phần các nguyên tố cơ bản C(0,35%), Si (0,5%), Mn(0,45%), Cr(13%) và S(<0,005%). Mác thép này tương đương với mác AISI 420, SF-420, HPM-38, Stavax. Ứng dụng của mác thép trong lĩnh vực khuôn nhựa cụ thể là:
– Khuôn ép nhựa có tính chất ăn mòn như PVC, Acetates.
– Khuôn ép phun chịu mài mòn và nhựa nhiệt rắn.
– Khuôn cho các sản phẩm quang học như mắt kính, camera, bình chứa thực phẩm.
– Khuôn thổi nhựa PVC, PET.
Mác thép DIN 1.2083 có các đặc điểm:
- Khả năng gia công tốt
- Phù hợp để dập nổi
- Phù hợp để đánh bóng
- Phù hợp cho quá trình thấm ni tơ để tăng khả năng chống mài mòn
- Khả năng hàn tốt
- Khả năng chống ăn mòn tốt: phù hợp để sản xuất khuôn chịu ăn mòn của một số polymer như PVC, PET hoặc trong điều kiện không khí không thuận lợi: độ ẩm, môi trường biển.
- Khả năng chống ăn mòn cho phép duy trì các đặc tính bề mặt của khuôn theo thời gian, giảm chi phí và phức tạp của việc làm sạch và thiết lập khuôn trước khi sử dụng. Thép DIN 1.2083 nguyên bản có độ cứng bề mặt thấp hơn 220 HB, thuận lợi cho gia công cơ khí.
4. Nhiệt luyện thép chế tạo khuôn PET
Tìm hiểu các dạng nhiệt luyện của thép: khái niệm nhiệt luyện thép
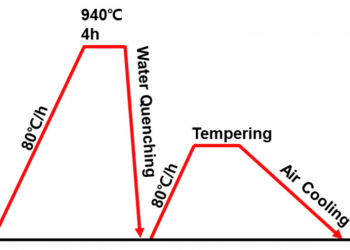
Tôi là quá trình nâng nhiệt đến một nhiệt độ xác định gọi là nhiệt độ austenit hóa, giữ trong một khoảng thời gian và cuối cùng làm nguội trong môi trường thích hợp. Dưới góc độ chuyển biến pha thì thép ở trạng thái cung cấp (ủ) có tổ chức chính là ferrit, ngoài ra còn có các nguyên tố hợp kim và cacbit. Mục đích của quá trình nâng nhiệt độ đến nhiệt độ austenit hóa là để xảy ra quá trình chuyển pha ferrit thành pha austenit. Do kích thước lỗ hổng mạng lập phương tâm khối BCC (Body-Centered Cubic) nhỏ hơn mạng lập phương tâm mặt FCC (Face-Centered Cubic) nên có thể hòa tan C và các cấu tử khác. Mỗi mác thép có khoảng nhiệt độ austenit nhất định. Thời gian giữ nhiệt tại nhiệt độ này nên chọn vừa đủ, không nên quá ngắn hoặc quá dài. Nếu thời gian giữ nhiệt quá ngắn dẫn tới độ cứng thép sau tôi không đạt . Ngược lại thời gian giữ nhiệt quá dài có thể tạo hạt kích thước lớn không cần thiết. Thông thường với thép hợp kim, thời gian giữ nhiệt được tính theo quy tắc 2,54 cm/ giờ. Cuối cùng thép được tôi trong môi trường nhất định để xảy ra chuyến biến austenit thành mactenxit có kiểu mạng BCT (Body Centered Tetragonal). Môi trường tôi phổ biến hiện nay là: nước, dầu, không khí tĩnh, khí nén, polymer… Môi trường tôi không nên gây giảm nhiệt quá nhanh có thể gây nứt vỡ, nhưng nếu quá chậm thép có thể không đạt độ cứng. Như vậy nhiệt độ austenit hóa, thời gian giữ nhiệt trong quá trình austenit hóa và môi trường tôi là ba thông số công nghệ cơ bản trong quá trình tôi thép.
“Một trong những yêu cầu nhiệt luyện thép chế tạo khuôn PET là nâng cao khả năng chống ăn mòn. THT có quy trình tối ưu để nhiệt luyện chế tạo khuôn PET”
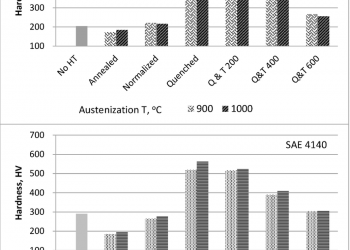
Mác thép không gỉ AISI 420 có thể được ram trong khoảng nhiệt độ từ 200 đến 700 oC tùy thuộc vào yêu cầu cơ tính và mục đích sử dụng. Quá trình chuyển biến mactenxit tôi thành mactenxit ram và quá trình chuyển biến cacbit là hai quá trình chuyển biến chính khi ram mác thép này.










{kind=link}